
External gas molding represents the latest advanced method of injection molding thin walled parts with large surface areas.
 The process involves the injection of a blanket of gas assist to one surface of the molded part to compensate for shrinkage on the other surface. Resin shrinkage is the cause of molded in stress, sink marks, and warpage.
The process involves the injection of a blanket of gas assist to one surface of the molded part to compensate for shrinkage on the other surface. Resin shrinkage is the cause of molded in stress, sink marks, and warpage.
 Specialized sleeved pins are constructed into the mold and are equipped with gas injection features and connected to a gas injection control unit. In most cases the mold cavity must be pressure sealed. This is accomplished with O-rings in the mold or integral seal features on the molded part. After the mold opens the gas can be reapplied with low pressure to provide low stress ejection. This can be an important feature on highly cosmetic parts which is where this process shines.
Specialized sleeved pins are constructed into the mold and are equipped with gas injection features and connected to a gas injection control unit. In most cases the mold cavity must be pressure sealed. This is accomplished with O-rings in the mold or integral seal features on the molded part. After the mold opens the gas can be reapplied with low pressure to provide low stress ejection. This can be an important feature on highly cosmetic parts which is where this process shines.
The EGM process is based on injecting gas at controlled pressures and timing at one surface of a mold after plastic has been injected completely into the mold. The gas forms a micro thin layer between the plastic and the adjacent mold surface. Thereby the gas is used as a medium for applying uniform pressure to the plastic forcing it against the opposite mold surface as it cools, shrinks, and solidifies precisely replicating the mold surface. Stress free molding is achieved by allowing more shrinkage to occur inside the closed mold. With conventional molding much of this shrinkage occurs after the part is removed from the mold. Imagine five sided box one foot square with one inch side walls. Even with a low shrink resin such as PC there is .062”, 1/16”, or 1.5mm of shrinkage that must occur to the part. According to the laws of physics most of this shrinkage will occur after ejection from the steel core. With EGM, much of the shrinkage still occurs outside of the mold but there is no orientation stress so the part shrinks uniformly and flat. This accounts for EGM’s typical cycle time improvement of 15%. The molded parts have very little stress so the cooling cycle does not have to be extended on warpage oriented designs. EGM is a true low pressure injection molding technology. Clamping tonnage rarely exceeds one ton per square inch. Since there is little or no high pressure packing phase there are energy savings in two ways. The machine hydraulics have to work less to achieve high pressure clamping because the plastic is at lower pressure. Secondly the lower injection pressures require less work on the injection side of the system. The same logic is true with electric molding machines because the amount of work is still reduced.
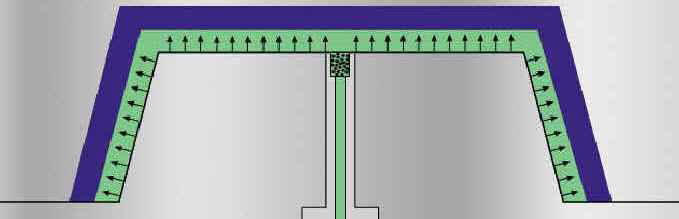
Alternative methods of sealing to prevent escape of gas are necessary as either integrally molded seals (as shown in Figure 2-36) or mechanical seals. As the incoming gas ribbon separates the molded plastic skin away from the mold surface on one side of the mold, the plastic is pushed into the opposite mold half. The ribbon of gas moves toward the parting line and to avoid pressure loss there has to be a seal. Special provisions have been devised to seal the mold cavity such as integral seals (Figure 2-36) and “O” ring seals. Patented sealing expertise is included in the technology package that comes with the purchase of the EGM license. With EGM, gas is injected at one or more positions from gas injectors. Typically the gas injectors are located on the ejection side of the mold and can be incorporated without interfering with waterlines or ejector pins.
The process can be used with most injection molding technologies and materials as a stand-alone accessory to the basic I. M. machine. EGM can be used as a short shot method for low pressure molding. It can be used as a full shot molding with or without packing. In applications with excessively thick ribs (ie. aspect ratio of 3-10) EGM can be used in conjunction with internal gas injection. It works very well with counterpressure molding either foamed or solid. There is a further capability with EGM. At the time of mold opening, a second stream of gas can be injected to aid with the ejection process. With many of EGM’s applications being for cosmetic parts, this air ejection approach helps to reduce blemishes and stress halos sometimes encountered with pin ejection. Reductions of molded-in stress are achieved due to lower packing pressures. The advantages of low pressure molding have been long understood; lower machine clamp tonnage can allow lower hourly machine rates, softer tooling metals, lower power consumption, reduced maintenance costs. Lower part weight results from less packing. Molding cycles time for low pressure EGM parts are possible as no internal stresses have to be overcome by longer cooling (in-mold fixturing).
The University of Bradford (UK) has completed an extensive research into energy consumption of various plastic molding processes. The results of this work indicate that regular internal gas assisted molding yielded 5% energy saving over conventional injection methods. EGM yielded an 8% improvement over conventional. This happens on both ends of the injection molding machine. There is less clamping tonnage obviously but less conspicuous is the energy used by the injection unit during conventional molding’s packing/cushion phase. Further the study was able to determine true production output by comparing pounds per hour of shippable product. EGM showed an amazing 18% improvement over conventional injection molding. Dr. Dawson at Branford concluded that the energy savings might seem small but over time are very significant. He also felt that energy savings of EGM are out weighted by the saving achieved in both material reduction and more significantly cycle time. The University of Manchester in the United Kingdom has constructed test molds to evaluate the EGM process and there is ongoing research into its benefits. Further, the school has an ongoing instruction program for EGM including dedicated molding machines for education and research.
- The EGM process was subject to international patents in 1992, which were owned by Asahi Corporation and Mr. James Hendry.
- During early 2007, Steve Ham and Jim Hendry conducted the first EGM workshop. The three day course involves morning classroom sessions and afternoon molding experiments at the machine.
- EGM was highlighted at the 2007 K-Show on the Cinpres stand. Inventor of the process, Mr. Jim Hendry was on hand to discuss all aspects of External Gas Molding.
- 2008 marked further process development through on-going work in England. Commercialization continues in the U.S. through licensee custom molders. Material suppliers have indicated that special products are being developed for the EGM process.
- 2009 saw James Hendry, inventor of EGM, inducted into the “Plastics Hall of Fame”.
- Since the expiration of the patents, the process has found limited commercial use and remains largely a processor developed technology.